

2020-11-11
工业级器件与汽车级器件的主要区别主要在于工作温度范围,一般而言,工业级器件的工作温度范围为-40℃~+85℃,汽车级器件则是-40℃~+125℃。然而,二者的区别不仅限于此,应该说汽车级器件比工业级器件有着更好的性能、更强的温度适应能力和抗干扰能力(包括抵抗温度极限、温差变化的能力以及其它可靠性等),调研发现,有些厂家的工业级器件工作温度范围也能达到-40℃~+125℃(如ADI),那么汽车级器件的优势就体现在它的性能和可靠性上,而这两者之间的主要差异就体现产品的整个生产、管控以及测试环节。
一、标准
汽车级器件是在工业级器件的基础上,有着一套更严格的标准,ISO/TS 16949标准和AEC系列标准已经成为IC企业进入汽车产业链的基本条件。
1、ISO/TS 16949
ISO/TS 16949标准是以ISO 9001:2000为基础开发的针对汽车行业质量系统管理标准,其中PPAP(Production Parts Approval Process,生产件批准程序)要求汽车级器件需拥有详细完整的数据和文件,并在PPAP的文件中列出芯片制造商所需采取的生产和质量保证程序。PPAP用来确定供货商在零件实际量产的过程已经正确理解了客户的工程设计记录和规格中的所有要求,并评估其是否具有持续满足这些要求的潜在能力,从而保证器件的质量。
2、AEC系列标准
汽车级器件主要遵循的AEC(Automotive Electronics Council,汽车电子委员会)系列标准有AEC-Q100、AEC-Q101、AEC-Q001/Q002/Q003等。
AEC-Q100是针对主动零件(微控制器与集成电路等)的,主要在于预防产品各种可能发生的状况或潜在的失误机会,引导供货商在开发的过程中就能生产出符合此规范的芯片。AEC-Q100对每一个申请的个案进行严格的质量与可靠度确认,即确认制造商所提出的产品数据表、使用目的、功能说明等是否符合当初宣称的功能,以及在多次使用后是否能始终如一。此标准的最大目标是提高产品的良品率,这对供应商来说,无论是在产品的尺寸、合格率或者成本上都是很大的挑战。AEC-Q100详细规范了对于IC器件的各项要求,也代表了汽车级器件制造商对产品安全的要求。AEC-Q100规范了7大类共41项的测试:
(1)群组 A- 加速环境应力测试(ACCELERATED ENVIRONMENT STRESS TESTS) 共 6 项测试,包含:PC、THB、HAST、AC、UHST、TH、TC、PTC、HTSL。
(2)群组 B- 加速生命周期模拟测试(ACCELER-ATED LIFETIME SIMULATION TESTS) 共 3 项测试,包含:HTOL、ELFR、EDR。
(3)群组 C- 封装组装完整性测试(PACKAGE ASSEMBLY INTEGRITY TESTS)共 6 项测试,包含:WBS、WBP、SD、PD、SBS、LI。
(4)群组 D- 晶片制造可靠性测试(DIE FABRICA-TION RELIABILITY TESTS)共 5 项测试,包含:EM、TDDB、HCI、NBTI、SM。
(5)群组 E- 电性验证测试 (ELECTRICAL VERI-FICATION TESTS) 共 11 项测试,包含:TEST、FG、HBM/MM、CDM、LU、ED、CHAR、GL、EMC、SC、SER。
(6)群组 F- 缺陷筛选测试 (DEFECT SCREENING TESTS)共 11 项测试,包含:PAT、SBA。
(7)群组 G- 腔封装完整性测试 (CAVITY PACK-AGE INTEGRITY TESTS) 共 8 项测试,包含:MS、VFV、CA、GFL、DROP、LT、DS、IWV。
AEC-Q101标准针对对象为离散组件,包括了分离半导体原件的应力测试(包涵测试方法)。
AEC-Q001/Q002/Q003标准主要为一些指导性原则。AEC-Q001主要提出参数零件平均测试(Param etric Part AverageTesting,PPAT)方法,用来检测外缘半导体组件异常特性的统计方法,将异常组件从所有产品中剔除。AEC-Q002是基于统计原理,属于统计式良品率分析,为组件制造商提供使用统计技巧来检测和移除异常芯片组件的妇女广发,让制造上能在晶圆及裸晶阶段就能及早发现错误并将之剔除。AEC-Q003是针对芯片茶农的典型表现所提出的特性化指导原则,用来生成产品、制程或封装的规格与数据表,目的在于手机组件、制程的数据并进行分析,以了解此组件与制程的属性、表现和限制,和检查这些组件或设备的温度、电压、频率等参数特性表现。
在器件生产的每一环节,都会有相应的对工艺质量的检验。同时,在器件的生产完成后,会进行对器件的一整套的测试筛选。工业级器件的测试一般是在室温下对产品手册中显示的各项指标进行检验,那么汽车级器件在完全检验各项指标的同时,还会在-40~+125℃或等效温度环境进行检验,同时汽车级器件还会按照AEC Q100标准进行检验,这就极大地提高产品的良品率和产品一致性。
二、选材与设计
通常,器件在生产过程中用到的主要材料有:晶圆(Wafer)、引线框架(Lead Frame)、银浆(Epoxy)、绑定线(Bond wire)、塑封材料(Mold Compound)。 汽车级器件在材料的选择和设计上,主要的方式如下:
(1)与工业级器件的选材和设计无差别(器件差异性体现在后续工艺以及测试等环节);
(2)考虑到汽车级器件更好的温度适应能力,使用更优质的材料或者更好的封装设计,如使用陶瓷封装材料、增加散热片设计等。
根据调研ADI和TI,在选材和设计以上两种方式都有存在,而且没有明显倾向性那种更好,一般根据产品需求而定。
三、生产工艺与测试
从来料质量检查、器件生产、器件测试筛选直到最后完成入库,整套过程都是有着成熟、完善的流程的。那么与工业级器件相比,汽车级器件由于其更高的温度适应能力、产品一致性以及可靠性等要求,在流程上主要体现为测试筛选。
器件一般的生产工艺流程如下图所示,黄色高亮部分表示为汽车级器件比工业级器件更多的筛选流程。
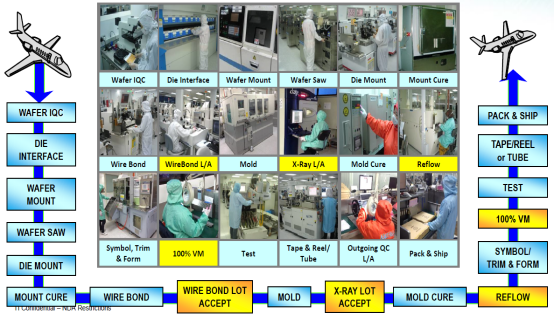
图1 生产工艺流程图
| 步骤 | 内容 | 备注 |
| 来料质量控制 | 对晶圆、引线框架、银浆、绑定线、模封材料等进行来料质量检查 | |
| 磨片 | 将从晶圆厂出来的Wafer进行背面研磨,来减薄晶圆达到封装需要的厚度(8mils~10mils),磨片时需要对正面贴胶带保护电路区域同时研磨背面,研磨之后去胶带,测量厚度 | |
| 晶圆切割 | 将晶圆粘贴到蓝魔(Mylar)上,使得即使被切割开后,不会散落;通过Saw Blade将整片Wafer切割成一个个独立的Dice,方便后面的Die Attach工序;清洁Wafer,清洗切割时产生的各种粉尘 | |
| 芯片粘接 | 点银浆于Lead Frame的Pad上 | |
| 银浆固化 | 175℃,1小时;N2环境,防止氧化 | |
| 引线焊接 | 利用高纯度的金、铜线把Pad和Leadframe连接起来;质量控制(金线颈部和尾部拉力、金球推力、金线弧高、金球厚度、弹坑测试、金属间化合物测试) | |
| Wire Bond L/A | 在引线焊接完成后进行显微镜抽检,观察焊接质量,如有不通过则会对整批产品以及该引线焊接设备出去的产品进行更为严格的质量审查 | 汽车级器件 |
| 注塑 | 利用EMC把Wire Bonding完成后的产品封装起来的过程,需要加热硬化,注塑后进行激光打字(产品型号、生产批次信息等) | |
| X-Ray L/A | 汽车级器件增加了一项X-Ray检查,检查注塑后芯片内部质量 | 汽车级器件 |
| 模后固化 | 用于Molding后塑封材料的固化,保护IC内部结构,消除内部应力(175±5℃,8hrs) | |
| Reflow | 汽车级器件增加项目,模拟SMT工艺环境,过3遍,以激发和筛选出不良产品 | 汽车级器件 |
| 切筋成型 | 将一条片的Lead Frame切割成单独的Unit(IC),并对引脚进行成型,达到工艺要求的形状 | |
| 100%VM | 汽车级器件增加项目,对器件进行显微镜外观检查,关注引脚与模封体间是否有开裂、引脚是否良好有无毛刺等 | 汽车级器件 |
| 测试 | 对产品手册的所有参数进行测试,工业级器件为常温测试,汽车级器件通常会在常温和高温环境进行测试,部分器件还会有低温测试;除此之外,汽车级器件还会按照AEC系列汽车级专用标准进行测试(AEC-Q100汽车级器件验证流程如图2所示) | |
| 器件完成 | 器件测试通过后,按照相应的带装/卷装/管装要求进行装袋入库,从而完成生产的全过程 |
表1 生产工艺流程
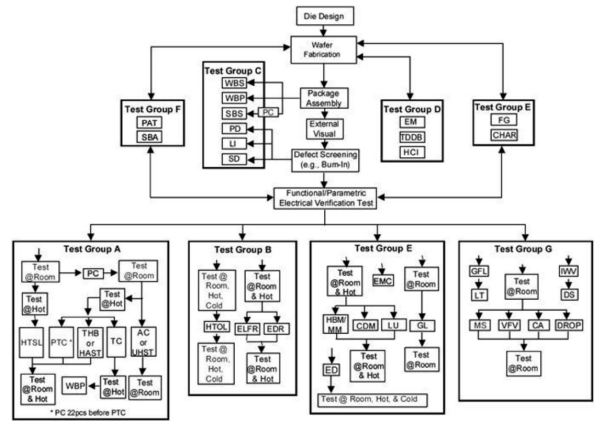
图2 AEC-Q100汽车级器件验证流程图
除了上述这种与工业级器件区分的汽车级器件生产方式外,还有一种较为常见的汽车级器件生产方式:从设计、选材、制造、一直到器件的生产完成,汽车级器件与工业级器件在整个过程都是完全相同的,在器件生产完成后,经过一次汽车级器件的程序测试,通过的则列入汽车级器件的测试行列,未通过的再次用工业级/商业级器件程序测试。通过程序测试进入汽车级器件筛选范围的,同样将进行常温和高温环境的器件参数测试、AEC系列汽车级专用标准测试等。
四、管理
从生产过程管理、操作人员管理、设备管理等方面,汽车级器件与工业级器件也是有一定的区别的。
1、生产过程管理
通常,工业级器件的生产过程是制造商按照各工艺阶段的一般要求进行管控,而汽车级器件则需要严格遵守TS16949标准,PPAP中要求了汽车级器件在制造过程中需采取的所有生产和质量保证程序。
对于按照标准制定的生产过程跟踪单,对各工艺环节都做出了记录。一般工业级器件的生产过程跟踪单为白色,汽车级器件的生产过程跟踪单为黄色,而且有明显的“Automotive”标志。
2、操作人员管理
对于生产过程中操作人员(Production Operator,PO)的管理上,根据工艺阶段对应PO不同的工作岗位,都是有相关培训和测试的,通过培训和测试方可获得上岗资质。汽车级器件的PO会与工业级器件PO区分,经过专门的汽车级器件工艺培训和资质审查,会比工业级器件的PO管理更加严格、规范,以TI为例,其工业级器件PO通过培训和考试即可上岗,而汽车级器件PO管理方式如下:
(1)新的汽车级PO至少需要三个月的岗位工作经验,需要三个月零操作失误,需要参加汽车级PO资格培训并通过考试和取得相应的资质证明;
(2)每个汽车级PO都需要参加每年一次的汽车级PO资格再培训,并重新参加和通过资格考试;
(3)汽车级PO通常岗位稳定。
3、设备管理
通常,制造商的设备都会有定期的检查和维护,汽车级器件的设备相比工业级器件在设备维护上频率会更高,同时,汽车级器件的生产设备都是具有汽车级器件生产的资质,并且挂牌“Automotive”(TI的设备管理)。
以上为调研了ADI、TI等主要半导体制造商的汽车级器件和工业级器件的生产过程记录,从标准、选材与设计、生产工艺与测试、管理等方面进行了对比和描述。总的来说,汽车级器件在整个生产过程相比工业级器件更为完善、严格的管控,都是为了汽车级器件更好的温度适应能力、更优质的器件性能、更高的一致性和可靠性。